

以下是:出货快305不锈钢管厂家在线订购的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 99999 运费说明 2-3天 品牌 金宏通 是否可定制 是 是否现货 是 出货快305不锈钢管厂家在线订购,江苏省连云港市金宏通钢管有限公司专业从事出货快305不锈钢管厂家在线订购,联系人:郭学振,电话:0527-88266222、18151371377,QQ:200418818,发货地:大桥路东方兴业钢材市场111室发货到连云港,以下是出货快305不锈钢管厂家在线订购的详细页面。 江苏省,连云港市 连云港市,古称海州,江苏省辖地级市,Ⅱ型大城市,是新亚欧大陆桥东方桥头堡,中国首批沿海开放城市,全国性综合交通枢纽,“一带一路”交汇点强支点城市。位于中国沿海中部,东濒黄海,西与徐州市、宿迁市相连,南与淮安市和盐城市毗邻,北与山东省日照市、临沂市相邻;截至2022年,全市下辖3个区、3个县,土地面积7615平方千米,海域7516平方千米,常住人口460.05万人。
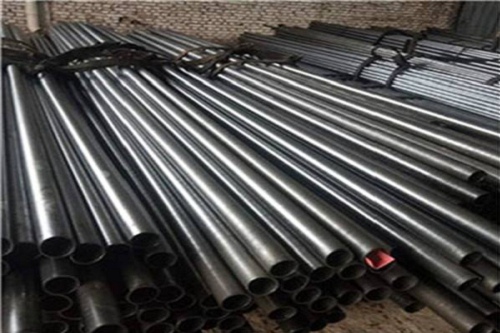
以下是我们上传的出货快305不锈钢管厂家在线订购视频,视频介绍比图文介绍更全面直观一些,您可以点击观看。以下是:出货快305不锈钢管厂家在线订购的图文介绍
连云港金宏通钢管有限公司遵循:“互信、互利、平等、协作”的和谐共赢合作原则,让每一次 H型钢合作使我们的每一位客户都能尽量做到满意;
倡导:“科学,简捷,耐劳,谦虚”的工作原则,使我们的每一位客户能省心、省力、省时的完成每一次合作。
H型钢客户的满意是我们的期望,客户的期望是我们的追求。
316L不锈钢管焊接方法 根据管道管径和壁厚的不同,选用钨极氩弧焊或氩电联焊进行管道焊接,一般壁厚≤6mm的管道,采用钨极乞弧焊焊接:壁厚>6mm的管道,采用钨极氩弧焊打底焊,焊条电弧焊填充及盖面焊的焊接方法。 在保证焊透及熔合良好的条件下,焊接参数尽量采用小电流、小电压和快速焊,以减小焊接线能量,也可通过增加焊接层道数来控制焊接线能量,即多层多道焊的焊接工艺,并采用短电弧、快速焊、窄道焊、不摆动或小摆动的操作方法,尽食保持电弧电压的稳定。 应防止焊层厚度过厚,以减少热输入,并有利于气体析出。每层焊缝应连续焊完,层间接头应错开。层间温度控制在100℃以下,采用红外线测量仪测量。 每焊完一层焊缝,必须彻底打磨清渣,并经质量检查合格后方可进行下一层焊接。 钨极氩弧焊的操作要领 钨极氩弧焊应选用带高频引弧的焊机,钨极选用钨棒,钨极肺成尖部直径0.4mm,夹角30°-60°的尖状,可保证电弧稳定。使用扛气的纯度应在99.96%以上。氩弧焊始焊时应提前送气,停焊时滞后停气。为防止焊缝内表面的铬等合金元素氧化,影响接头质量,焊缝背面必须采用充氩保护措施。 焊条电弧焊的操作要领 焊前CHS022焊条必须经300-350℃烘焙lh.防止焊接过程出现气孔、延迟裂纹等缺陷。烘干温度不宜过高,烘焙时间也不宜过长。 不要重复烘干,随烘随用,以防药皮脱落。 烘干记录表格上必须有烘干炉号的记录,且为流水号。现场回收焊条按要求再次烘干和记录。 焊工必须使用焊条筒,并在施焊时一根一根地取用,保证使用中的焊条温度符合要求。焊条筒每个焊工一个,不得串用。 采用电弧焊时,坡口两侧各100mm范围内应涂白亚粉或其他防粘污剂。不允许焊条在非焊接部位引弧,以避免产生引弧迹点。
出货快305不锈钢管厂家在线订购_江苏省连云港市金宏通钢管有限公司,固定电话:18151371377,移动电话:0527-88266222,联系人:郭学振,QQ:200418818,大桥路东方兴业钢材市场111室 发货到 江苏省连云港市。
